- Železnica
- Tramvajski koloseci
- Kranski koloseci
- Provodnici
- Građevinarstvo
- Ostala namena
- Railway
- Tram rails
- Crane tracks
- Conductors
- Construction
- Other applications
Železnica
Railway
Proizvodi za železnicu
Railway products
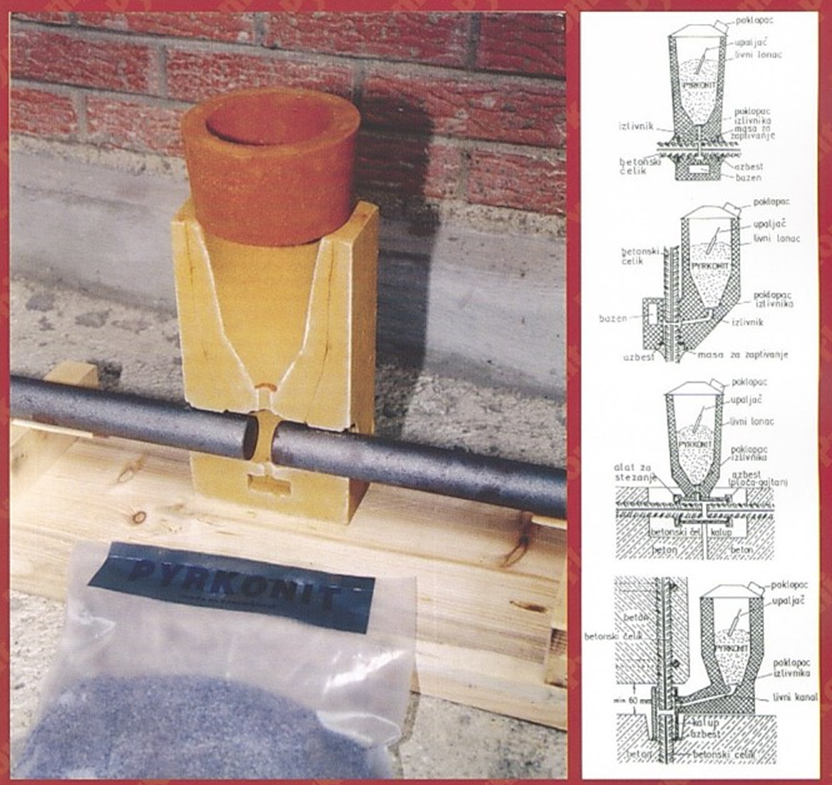
Firma Pyrkonit doo, već dugi niz godina radi u oblasti zavarivanja svih tipova šina.
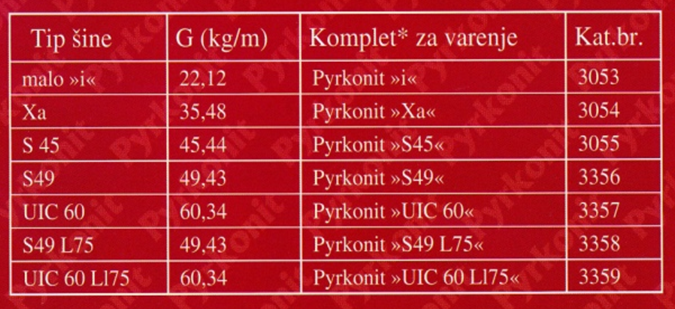
*Komplet obuhvata: AT smešu, par kalupa sa odgovarajućim sistemom za ulivanje metala, peščanu masu za omazivanje kalupnih polpvina, cevčicu za ispuštanje metala i upaljač.
Pyrkonit Ltd, for many years workins in the field of welding of all types of rails.
*The kit includes: aluminothermic mixture, a pair of molds with a suitable metal casting system, a sand mold for molding semi-finished products, a metal strip and a igniter.
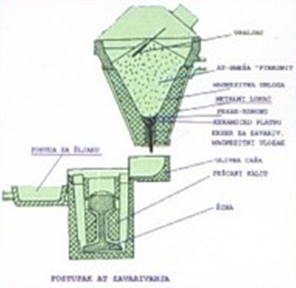
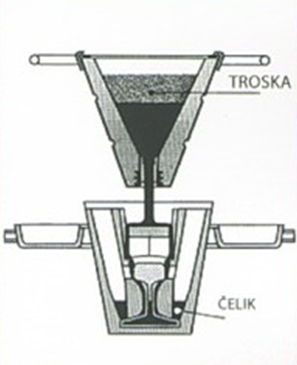
Postupci
Procedures
-

Smw-Py
-
Smw-Py šema
Smw-Py scheme
-

SoWoS-Py
-
SoWoS-Py šema
SoWoS-Py scheme
-

SkVPY-75
-

SkVPY-75 šema
SkVPY-75 scheme
Proizvodi za tramvajske koloseke
Tram rails
Proizvodi za zavarivanje tramvajskih šina
Firma Pyrkonit doo, već dugi niz godina radi u oblasti zavarivanja tramvajskih koloseka različitih profila.



Postupci
-

Ri 60 SZR SkV
-
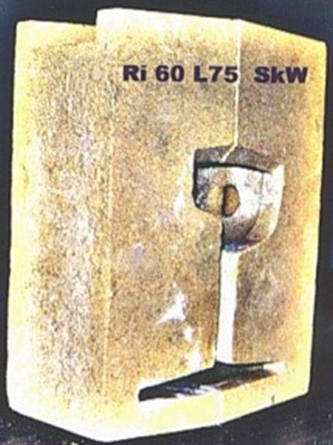
Ri 60 L75 Skw
-

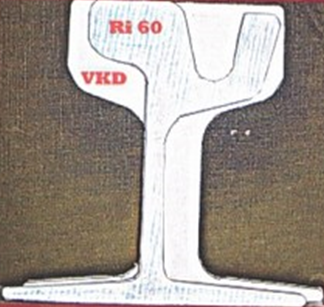
Ri 60 VKD
-

VKD Ri 60
-

Prelazni varovi za ukrštanje Ri60 na VKD
-
Prelazni varovi za ukrštanje Ri60 na VKD
Products for tram tracks
For many years, Pyrkonit Ltd. has been working in the field of welding tram tracks of various profiles.
Procedures
-
Ri 60 SZR SkV
-
Ri 60 L75 Skw
-
Ri 60 VKD
-
VKD Ri 60
-
Transition welds to cross Ri60 on VKD
-
Transition welds for crossing Ri60 on VKD
Kranski koloseci
Crane tracks
Proizvodi za kranske koloseke
Firma Pyrkonit doo uspešno je zavarivala kranske koloseke sa velikom pouzdanošću i preciznošću.



Postupci

Products for cranes
Pyrkonit Ltd. successfully welded crankshafts with great reliability and precision.
Procedures
Provodnici
Conductors
AT smeša za zavarivanje provodnika signalne i elektroenergetske mreže železnica
Aluminotermijska smeša za zavarivanje bakarnih i čeličnih provodnika signalne i elektroenergetske mreže za potrebe železnica predstavlja specijalno pripremjenu mehaničku mešavinu oksida bakra, aluminijumskog praha, legirajućih elemenata i topitelja, visoke čistoće. Kao produkt međusobnih reakcija komponenti smeše, aktiviranjem mešavine, obrazuje se tečni bakar, visoke temperature, koji se izliva iz grafitnog kalupa na završetak provodnika, električnim otporom i jakim difuzionim kontaktom sa osnovnim materijalom. Spoj se ne zagreva pri prolasku struje.
Proizvod je registrovan u Zavodu za patente u Beogradu.

At smeša Pyrkonit Cu proizvodi se u različitim veličinama za zavarivanje provodnika različitih preseka:
• PYRKONIT Cu 150 za presek provodnika 150 mm2
• PYRKONIT Cu 120 za presek provodnika 120 mm2
• PYRKONIT Cu 95 za presek provodnika 95 mm2
• PYRKONIT Cu 50 za presek provodnika 50 mm2
• PYRKONIT Cu 35 za presek provodnika 35 mm2
• PYRKONIT Cu 25 za presek provodnika 25 mm2
Isporučuje se kao komplet za izradu jednog zavarenog spoja. Komplet sadrži: AT smešu, CU podlošku, masu za odmazivanje grafitnog kalupa i upaljač koji ide odvojeno za svaku porciju i pripaljuje se spolja običnom šibicom.


Aluminothermic mixture for the welding of signal and electric power grids of railways
Aluminothermic mixture for welding of copper and steel conductors of signal and electric power network for the needs of railways represents a specially prepared mechanical mixture of copper oxide, aluminum powder, alloying elements and solder, with high purity. As a product of interaction of the components in the mixture, liquid copper is poured into the graphite mold at high temperature on the end of the conductor; good electric resistance and strong diffusion contact with the base material, are achieved. In exploitation, the connection is not heated when the current passes.
The product is registered at the Patent Office in Belgrade.
The Pyrkonit Cu mixture is produced in different sizes for welding conductors of different cross sections:
• PYRKONIT Cu 150 for the cross-section of the conductor 150 mm2
• PYRKONIT Cu 120 for the cross-section of the conductor 120 mm2
• PYRKONIT Cu 95 for the cross-section of the conductor 95 mm2
• PYRKONIT Cu 50 for the cross-section of the conductor 50 mm2
• PYRKONIT Cu 35 for the cross-section of the conductor 35 mm2
• PYRKONIT Cu 25 for the cross-section of the conductor 25 mm2
It is supplied as a kit for making one welded joint. The kit contains: AT mixture, CU washer, grease-molding grease and lighter that goes separately for each portion and comes out of the ordinary by a common match.
Građevinarstvo
Construction
Proizvodi za građevinarstvo
Zavarivanje čeličnih armatura prečnika preko 25 mm
Products for construction
Welding of steel reinforcement bars over diameter of 25 mm
Ostala namena
Other applications
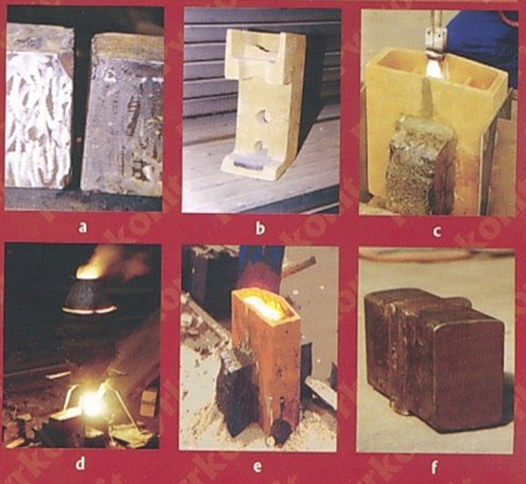
U visokopećnoj proizvodnji gvožđa
Izrada vrha burgije (koplja) za otvaranje otvora za ispust gvožđa iz visoke peći
Osvojeno je potpuno novo, originalno rešenje izrade i navarivanja burgije (L 4 m, R 40 mm) za otvaranje otvora za ispuštanje gvožđa iz visoke peći.
Prednosti ovog rešenja u odnosu na burgije izrađene kovanjem i zavarivanje elektrolučnim postupkom su sledeće:
• Vrh burgije se izrađuje od aluminotermijski dobijenog vatrootpornog i otpornog na habanje termitnog čelika, čiji se kvalitet može menjati shodno promenama kvaliteta vatrostalne mase za zaptivanje otvora.
• Aluminotermijsko zavarivanje vrha i tela burgije obezbeđuje neraskidivost veze u toku eksploatacije.
• Primena aluminotermijski izrađenih burgija onemogućava 'incidentne' situacije loma vrha burgije koji se često dešavaju kod proboda kovanim burgijama.
• Potrošnja broja burgija po probodu je višestruko niža od potrošnje burgija koje su izrađene kovanjem.
• Aluminotermijski izrađene burgije obezbeđuju bržu obradu probodnog otvora i ostvarivanje kvalitetnog otvora za novo zatvaranje vatrostalnom masom.
-

Koplja za visoku peć dobijena AT zavarivanjem
-

Postavka opreme za AT zavarivanje
-

AT reakcija zavarivanja vrha koplja
Aluminijumski kombinati
Zavarivanje čeličnih katodnih šina u ćelijama za elektrolizu preseka 120x180 mm
U kombinatima za elektrolizu aluminijuma instalirano je od 500 do 1000 ćelija za elektrolizu, koje rade intezitetom struje od 80-90 kA. Godišnje se remontuje od 100 do 150 ćelija, kada se menja kompletna vatrostalna obloga i montira 11 katodnih blokova u kojima su zalivene katodne šine. Pre oblaganja ćelija vatrostalnim materijalom potrebno je izvršiti spajanje novih i starih katodnih čeličnih šina (Č0146) preseka 120x180 mm na 22 mesta po ćeliji.
 Faze AT zavarivanja čeličnih katodnih šina u ćelijama za elektrolizu aluminijuma
Faze AT zavarivanja čeličnih katodnih šina u ćelijama za elektrolizu aluminijuma
Pored poznatih prednosti AT zavarivnja u konkretnom slučaju treba istaći i momenat smanjenja gubitka električne energije po ćeliji na dan u kWh (dokazano u praksi - kod CO2 postupka je 2.42, a kod AT zavarivanja samo 0.2856). Homogenost zavarenog spoja i istovetnost materijala u pogledu hemijskog sastava i mikrostrukture obezbeđuje pravilnu raspodelu struje, produženje veka trajanja ćelije, povećanje proizvodnosti, smanjenje specifičnog otpora, kao i potrošnje el. energije i ono što je vrlo značajno za praksu i ekonomiju remonta ćelija - kod ponovnog remonta katodni provodnici ne moraju da se skraćuju na 'zdravom' mestu, već samo u samom AT-šavu.
The blast-furnace iron production
Making the top of the drill (spear) for opening the openings for the discharge of iron from the blast-furnace
A completely new, original solution for the construction and welding of the drill (L 4 m, R 40 mm) for the opening of the blast-furnace discharge holes has been conquer..
The advantages of this solution in relation to the drill bits made by forging and welding by electrolytic process are as follows:
• The top of the drill is made of an aluminothermically obtained fireproof and wear-resistant thermite steel, whose quality can be changed according to the changes in the quality of the refractory material for sealing the holes.
• Aluminometric welding of the drill bit and body ensures the inextricability of the connection during exploitation.
• The application of aluminum-made drill bits prevents the 'incidental' fracture tip breaking situations that often occur in the drilled boreholes.
• The consumption of the number of drill bits per drill bit is lower than the consumption of drums that are made by forging.
• Aluminothermic drill bits provide faster processing of the drill hole and high-quality opening for a new sealant with a fire retardant mass.
-
Spear for a blast-furnace obtained by AT welding
-
Welding Equipment
-
Aluminothermic welding
Aluminum plant
Welding of steel cathodic rails in 120 x 180 mm cross-section electrolysis cells
In the aluminum electrolysis plant, 500 to 1000 electrolysis cells, which operate with a current intensity of 80-90 kA, are installed. Annually it is remodeled from 100 to 150 cells, when the entire refractory coating is changed and mounted 11 cathode blocks in which the cathodic lines are filled. Prior to coating cells with refractory material, it is necessary to connect new and old cathode steel rails (Č0146) cross section 120x180 mm to 22 places per cell.
AT welding phases of steel cathode rails in aluminum electrolysis cells
In addition to the known advantages of AT welding in the this case, the moment of reduction in electricity losses per cell per day in kWh (proven in practice - using CO 2 procedure is 2.42, and using AT welding only 0.2856). The homogeneity of the welded joint and the identity of the materials in terms of chemical composition and microstructure ensure the correct distribution of current, prolonging the life of the cell, increasing productivity, reducing specific resistance, as well as the consumption of electric energy; what is very important for the practice and economics of overhauling cells - in the case of overhaul, cathode conductors do not need to be shortened in a 'healthy' place, but only in the AT-joint itself.